深圳:0755-82138057 | 北京:010-63702740

透明塑料材料的视觉质量(雾度和清晰度)可能会因表面粗糙度和/或内部光学不规则性而受损。通常在制造过程中赋予材料表面粗糙度,类似的内部不规则性可能是由于结晶或由于材料体中的不均匀性(即密度差,填料,颜料)引起的。为了改善工艺或材料,准确地识别出光学质量下降的原因是有用的-ID表面粗糙度测试可以隔离和测量表面粗糙度在每侧上的影响以及材料中整体散布的影响。
流延膜表面粗糙度
流延膜的表面性能会受到挤压后用来冷却材料的冷却辊的状态以及冷却过程中的温度控制的影响。
挤压工艺
1、制造吹塑聚乙烯薄膜和袋的挤出工艺始于将熔融塑料推过环形狭缝模具,以形成连续的薄壁塑料管(称为气泡)。
2、气泡被空气充气到所需的直径,并通过高速空气环垂直向上拉到塔上,该环在通过压料辊之前将其冷却,然后将其压扁至平展宽度。
3、然后,折叠的平管通过外部辊子向下输送回塔架。 薄膜的厚度由其从模具中拉出的速度控制。薄膜的宽度由插入气泡中的空气量控制。 由于吹膜在加工过程中自由流动,因此表面粗糙度主要是由熔体流动特性和冷却过程中材料的结晶引起的。
4、因此,至关重要的是,对过程控制进行优化以确保产品质量始终如一; 切缝模具和冷却辊的表面应始终无磨损或损坏,并且塑料熔体的均质性,吹胀比和冷却速率应得到正确控制。
案例:PMMA膜粗糙度的测量
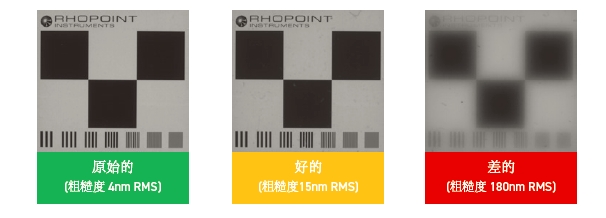
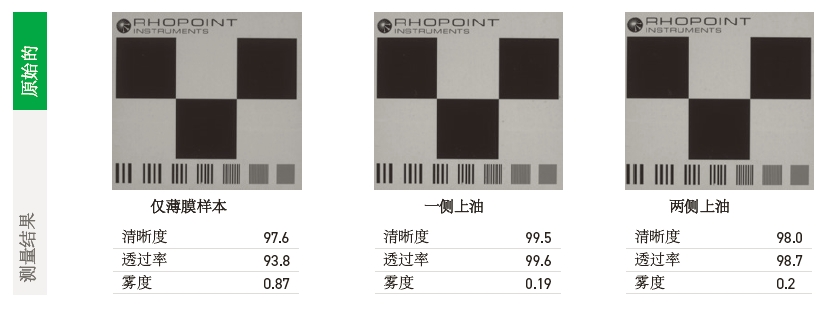
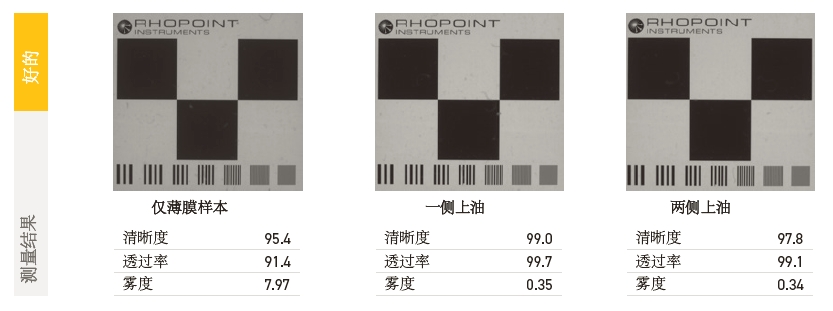
步骤 1: 使用三种不同的0.25毫米厚的PMMA化学蚀刻膜样品来模拟表面粗糙度的影响。 每个样品均使用Rhopoint ID-L进行测试。可选的样品分析板附件可用于考察膜内的表面粗糙度和体散射特性。
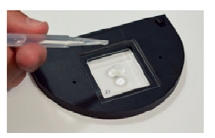
步骤 2: 两件式附件允许将塑料薄膜样品固定在安装了两个光学透明载玻片的装置中。低粘度油用于从薄膜的每一面依次去除任何表面粗糙度,以识别哪一侧存在表面粗糙度。将没有样品的分析板的一半安装到Rhopoint ID上,并将其去皮。将少量油施加到分析板上的载玻片上,然后将薄膜放在顶部并移动,以确保下面没有气泡。
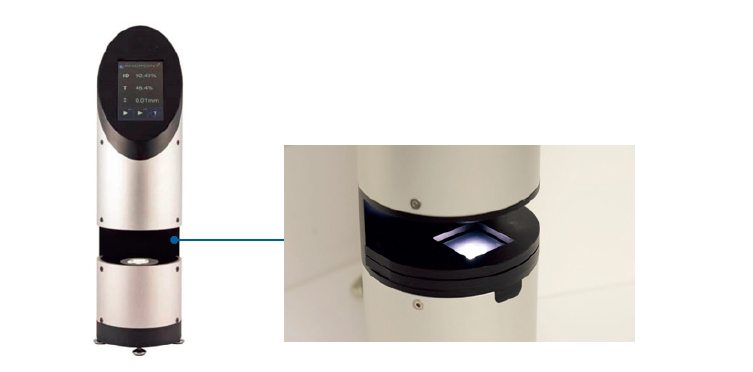
步骤 3: 将分析板放置在Rhopoint ID测量孔中并进行测量。
结论:将油涂在原始的样品的两侧时,雾度值略有降低,表明几乎没有表面粗糙度。透过率和清晰度值始终很高。
仅好的膜样品的雾度值高,并且在一侧涂油时,雾度值明显下降,表明存在表面粗糙度。当应用于另一侧时,雾度值没有变化。 清晰度和透过率始终很高。
仅差的薄膜样品的雾度值非常高,并且在一侧涂油时,雾度值明显下降,表明该侧存在表面粗糙度。清晰度也增加了。 将油涂到另一侧时,雾度值进一步下降,表明存在的表面粗糙度要小得多。
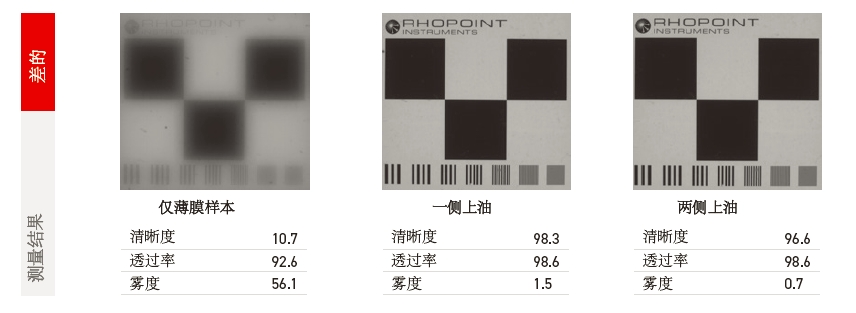
由于测试的蚀刻膜样品是由相同的材料制成的,因此涂油材料测量值的清晰度值没有明显变化,表明其整体性质保持一致。
 深圳市罗湖区嘉宾路4028号太平洋商贸大厦B座602室
深圳市罗湖区嘉宾路4028号太平洋商贸大厦B座602室 深圳:0755-82138057 | 北京:010-63702740
深圳:0755-82138057 | 北京:010-63702740 info@hftech.com.cn
info@hftech.com.cn
关注公众号
深圳市华丰科技有限公司 备案号:粤ICP备11054096号
技术支持:化工仪器网 管理登陆 GoogleSitemap

 在线客服
在线客服